
In the shipping sector, liquefied natural gas (LNG) has firmly established itself as the fuel of choice for the future, according to a wide range of participants. Despite this upbeat outlook, one of the most significant barriers to switching to natural gas is the expensive initial investment required for LNG storage facilities. Supplier is continuing to investigate innovative ways of integrating technology in order to provide cost-effective storage solutions for gas-fueled boats of any size and LNG installed volume, regardless of their fuel source.
Shipping is a truly global business with fierce competition on an ongoing basis. Increased public pressure to reduce the sector’s environmental effect only serves to increase customers’ desire to lower their expenses. In order to save money and stay one step ahead of the competition, it may be necessary to implement innovative new solutions or repurpose existing technology from other industries. The latter method is often less complicated, involves less risks, and results in a shorter time to market. The evaluation of current technologies and their cost drivers, as a consequence, may aid in the creation of strategies for overcoming implementation roadblocks. Of course, each Supplier solution takes into account the unique needs of each customer, but this research outlines a few of the ways in which Supplier may help more customers in realizing the environmental and economic benefits of LNG.
Installations and equipment for liquefied natural gas – EN 1473

Euronorm It is the European standard EN 1473 Installation and equipment for liquefied natural gas, which serves as the overarching document for the design, building, and operation of all onshore LNG facilities. It includes installations for liquefaction and regasification, as well as storage facilities, which are often referred to as tanks in the industry. Environment compatibility, safety needs, risk assessments, and safety engineering are all addressed in detail in EN 1473, which specifies terminology and imposes standards to be taken into consideration throughout the design process. These LNG facilities are specified in detail in the standard and in Annex G: – LNG export terminal; – LNG receiving terminal; – LNG peak-shaving plants; and – LNG satellite plants.
Some parts of this standard have a direct impact on the design and construction of concrete tanks, while others have a less direct impact. This includes suggestions on how to evaluate safety and environmental compatibility, which are included in Chapter 4, for example. A thorough environmental impact assessment (EIA) must be carried out after the site has been determined. It is necessary to do this evaluation in order to determine the total amount of solids, liquids, and gases released by the facility during both regular operation and accidents. It is essential that plants be built in such a manner that gas is not constantly flared or vented, but is instead recovered to the greatest extent feasible, and that hazards to persons and property both within and outside the facility are minimized to a level that is widely considered acceptable. The study of the site may provide load scenarios that are important for the design, such as tsunamis or blast pressure waves,amongst other possibilities. It is necessary to include information on the existence of karst, gypsum and swelling clays in geological and tectonic soil surveys, as well as the susceptibility of the soil to liquefaction, the physical formation process, and the possibility for seismic activity in the future.
When constructing an LNG plant, it is necessary to do a risk assessment. The guidance in Annexes I, J, and K (which are given only for informational reasons) pertains to establishing frequency ranges, classes of consequence, degrees of risk, and acceptance criteria, among other things. A risk category is given to the plant based on a study of frequency ranges and consequence classes, and the plant is assigned to one of three risk categories. If the risk is acceptable, it must be lowered to a level that is as low as reasonably practicable (ALARP), if it is unacceptable, it falls into one of the categories listed above. In the annexes, the values specified are minimum requirements that may be increased by national laws or project specifications.
When doing a hazard and operation study (HAZOP), risk assessment is often included, but other methods are also allowed, such as failure mode and effect analysis (FMEA), event tree method (ETM), and fault tree method (FTM). It is necessary to categorize plant systems and components based on their relevance to safety within the scope of the risk assessment. Here, there is a division into two categories: class A, which includes systems that are critical to plant safety or protection systems that must be kept operational to ensure a minimum level of safety; and class B, which includes systems that perform functions that are critical to plant operation or systems whose failure could result in a major impact on the environment or create an additional hazard.
Sections 6.3 and 6.4 are particularly important for the design of concrete storage tanks, respectively. Section 6.3 and Annex H include specifics and illustrations of the different tank types, information that is complemented by the more comprehensive requirements of EN 14620 Part 1 (European Standard for Pressure Vessels). Because it covers spherical tanks as well as concrete tanks with both the main and secondary containers constructed of prestressed concrete, EN 1473 goes farther than EN 14620 in terms of the information that it provides. 6.4 defines design principles, which include criteria for fluid-tightness, maximum and minimum pressures, tank connections, thermal insulation, instrumentation, heating, and liquid level restrictions, among other things. These principles allow for the development of design criteria for the architecture of the facility, the minimum distance between tanks, and the consideration of potential sources of danger such as fire or blast pressure wave, among other things.
Construction of LNG Tanks – EN 14620 The European Standard EN 14620, which specifies the design and manufacture of site-built vertical, cylindrical, flat-bottomed steel tanks for the storage of refrigerated, liquefied gases with operating temperatures ranging from zero degrees Celsius to one hundred and sixty degrees Celsius, is divided into five parts:
- Part 1: Overarching Concepts
- Part 2: Components made of metal
- Part 3: Components made of concrete
- Part 4: Components of the insulation
- Part 5: Testing, drying, purging, and cooling-down procedures.
Part 1: Overarching Concepts
Part 1 establishes basic standards for the design and selection of tank types, as well as general performance parameters for the tanks in question. The process of conceptualizing and selecting tanks is described in full here. Temperatures ranging from 0 to 165 degrees Celsius and overpressures up to 500 millibars are within the area of application. When the pressure reaches 500 mbar, we refer to the vessel as a pressure vessel, which comes under the jurisdiction of EN 13445. This standard is limited to main containers built of steel exclusively, and it expressly excludes inner containers constructed of pre-tensioned concrete from its scope from a constructional standpoint. There are large quantities of methane, ethylene, and propylene stored in these tanks as well as large amounts of liquefied natural gas (LNG) and liquefied petroleum gas (LPG) stored in them. All of these gases are grouped together under the title “refrigerated liquefied gases” (RLGs). It is specified in EN 14620-1 what the physical characteristics of these gases are. The storage of argon (186 degrees Celsius), oxygen (183 degrees Celsius), and nitrogen (196 degrees Celsius) is not covered by EN 14620; these gases will be covered by EN 14620 Part 6, which is currently in preparation. With regard to the stored product, the capacity of the tank, and the design of the tank, the number of potential variants is vast, and the EN 14620 series’ content cannot possibly cover every possibility or every detail. In the definition of the scope of the standard provided in Part 1, it is explicitly stated that if complete requirements for a specific design are not provided, it is the designer’s responsibility to agree on the design principles and details, as well as the appropriate reliability, with the purchaser’s authorized representative (or other representative). As a result, the configuration is defined as part of a front-end engineering design (FEED) for an LNG terminal, which is common procedure.
A specification for the LNG storage tanks for a given project is created, which specifies the rules, assumptions, analyses, and construction specifics for the tanks in question. LNG storage tanks are typically comprised of two containers: a steel inner container and a concrete exterior container, both of which are designed and constructed by separate specialized companies. It is not possible to carry out the design and, more precisely, the fabrication/construction in a separate manner. The duty for the steel, concrete, and insulation components, as well as overall responsibility for the coordination, are clearly delineated in Section 7 of this document. The specifics of the design and setup are covered in depth in the following sections.
Part 2: Components made of metal
BS EN 14620 Part 2 defines the basic criteria for metal components for tanks, including the materials to be used, the design and manufacture of the components, the welding techniques to be used, the welding, the construction and the installation of the components. The kinds of steel that are needed are determined by the type of liquefied gas that will be kept, as well as the temperature and type of tank that will be used. During normal operation and testing, the allowable stresses in plates and weld seams are specified, along with the minimum thickness of the metal shell, which is 40 mm for butane and propane tanks and 50 mm for ethylene, propane, and LNG tanks, respectively. The volume of liquid in the tank, along with seismic activity, causes the greatest amount of stress in the metal container. The minimum thickness for the metal plates has the effect of limiting the total capacity of the tank indirectly. Aside from design and calculations, fabrication and welding are all covered in detail in Section 2. Many components, depending on the diameter of the tank, have minimum plate thicknesses or cross-sectional dimensions that must be fulfilled before they may be used.
Part 3: Components made of concrete
According to the description in Part 1, the main (inner) container is constructed of steel, while Part 3 covers the principles and specifics for the design and construction of concrete components, i.e. the secondary or concrete outer container, as well as the concrete inner container. The requirements for the materials (concrete, conventional reinforcing, and prestressing steel) take up just one page of the specification. With regard to concrete, the user should refer to EN 1992-1-1 and EN 206, which are European standards. When using prestressed concrete components, the information provided in Annex A.1 only specifies the use of concrete class C40/50, a low water/cement ratio, and a suitable percentage of entrained air, and it permits the use of a reduced expansion coefficient and thermal material properties in the calculations. The pre-tensioning steel, anchorages, and ducts must all meet the requirements of EN 1992-1-1.
Also essential is the verification that the prestressing steel and anchorages are appropriate for the low temperatures to which they will be subjected throughout the construction process. Following the precedent set by the previous standard, BS 7777, the section on conventional steel reinforcement differentiates between temperatures above and below 20 degrees Celsius. Conventional reinforcement for design temperatures that do not dip below 20 degrees Celsius during regular operation or abnormal circumstances is only required to conform with EN 1992-1-1 during normal operation or abnormal conditions. Additional criteria must be met by the reinforcement and socket couplers in tension components that are exposed to temperatures below 20 degrees Celsius. In the case of a “liquid spill” load case, “cryogenic reinforcement,” that is, reinforcement that contains a higher concentration of nickel and other alloying constituents, is typically used for the inside face of the concrete wall because the temperature at or near the level of the reinforcement can drop to approximately 150 degrees Celsius. Due to the fact that it is insulated against such temperatures by a so-called secondary bottom composed of 9 percent nickel steel and put inside the insulation, the foundation slab will not be impacted by this need.
It is possible to apply standard reinforcement on the outer face of a wall, even in winter, when temperatures may fall below 20 degrees Celsius. It should be noted that the temperature range of -40 to +100 degrees Celsius is specified in EN 1992-1-1, Annex C of the European Standard.
The tensile tests performed at low temperatures are described in full in Annex A.3. Annex B provides only extremely basic information on prestressed concrete tanks and does not define any specific criteria for their construction or use. For the connection between the wall and the base of the tank, the following theoretically conceivable couplings are illustrated: fixed (= monolithic), sliding, and pinned joints. Due to the boundary conditions imposed by subsoil, loads, and temperature in the case of LNG, it will be necessary to use monolithic connections in order to meet the requirements of the ultimate and serviceability limit state assessments.
Part 4: Components of the insulation
Details of the design requirements for and selection of insulating materials are provided in Part 4, as well as design of the vapor barrier to prevent the infiltration of water vapor from outside and the infiltration of the stored product’s vapor from inside, as well as design and installation of the insulation system and commissioning and maintenance procedures. The boiling point of the liquefied gas kept in LNG tanks is lower than the temperature of the surrounding environment. The prevention of uncontrolled or excessive penetration of heat from evaporation is thus critical. Main purposes of insulation are to maintain a specified temperature below the boiling point, to protect the components of an exterior container that are not intended for such low temperatures, and to restrict the pace at which water boils off. Thermal insulation and foundation heating systems keep the soil from freezing and causing frost heave, as well as preventing the development of condensation and ice on the surfaces of the outer container’s walls and floors. The appendix to Part 4 includes suggestions for the use of various insulating materials for individual tank components as well as for different kinds of tanks, as well as for individual tank components and tank types.
It is essential to note that in the case of LNG tanks, thermal insulation is not a minor component, but rather a critical component that must be considered in order to ensure the functioning and economics of the tank system are not compromised. As a result of this lack of clarity, the standard does not define a permitted value for the thermal insulation’s quality, i.e. the maximum boil-off rate every 24 hours. The number that is often used is 0.05 percent of the tank’s total capacity. For the purposes of this study, the boundary conditions include ambient temperature, solar radiation, and wind speed, all of which are specified in the tank’s design.
Part 5: Testing, drying, purging, and cooling-down procedures.
Testing, drying, purging, and cooling of tanks are all covered in detail in Part 5 of this specification. Tank tests are split into two categories: hydrostatic and pneumatic. In the case of single-wall tanks, these two tests are carried out in conjunction with one another. The testing pressure is applied in the vapor area above the water, above the surface of the water. In the case of double-wall and complete containment tanks, the two tests may be carried out either simultaneously or independently from one another. The pressure test entails providing a pressure that is 1.25 times the design pressure throughout the testing period. Pressure-relief valves must be inserted and adjusted to the desired pressure before the test can begin; they must be withdrawn once the test is completed. Partially vacuumed tanks are also checked to ensure that they operate at the design negative pressure of the tank, which is often 5 or 10 mbarg. A partial vacuum may be created by using a pump or by simply decreasing the level of the water in the tank. A distinction is made in the liquid-tightness test between the hydrostatic pressure at full height (FH) and the hydrostatic pressure at half height (PH). It is filled to its maximum design level in the former, while it is filled to its maximum design level in the latter. In the latter case, the filling level is calculated as the product of 1.25 times the maximum design liquid level and the density of the corresponding liquid gas in the relevant liquid gas.
On the one hand, the combination of filling with water and internal pressure increases the strain on the base slab and foundation; on the other hand, a tank filled with water decreases the volume to which internal pressure may be applied by a significant amount. As an added bonus, it shortens the duration. The choice on which technique to choose is heavily influenced by the circumstances in the area.
API 620 – the American Standard for Steel Tanks
A specification for the design and construction of large, welded, site-built steel tanks for holding petroleum intermediates (gases or vapors), completed products, and other liquid goods needed by different sectors of industry is defined by the American Petroleum Institute (API 620). The standard applies to tanks with a single vertical axis of rotation, metal temperatures that do not exceed 120 degrees Celsius, and overpressures of one bar or less. For tanks designed for storing both liquids and gases or vapors above the surface of the liquid, as well as for tanks meant only for storing gases and vapors, the requirements of the standard are applicable.
API 620 contains two essential appendices: Appendix Q and Appendix R. Both of these appendices are required reading. It is intended that the requirements in these appendices serve as a guide for the selection of tank materials, and for the design and construction of tanks for the storage of liquefied gases in general. It is possible to build a tank for liquefied gases with a single or double wall construction, with the latter consisting of an inner container for holding the liquid and an outside container for protecting the insulation and accommodating low gas pressure. In a double-wall tank, a two-part construction in which the outer container is not intended to accept the product in the inner container, the product is contained inside the outer container. Materials, design, and testing of the inner and outer containers of a double-wall tank are thus subject to varying regulations depending on their location inside the tank.
Appendix R specifies the requirements for designing tanks for the storage of products at temperatures as low as 50 degrees Celsius, whereas Appendix Q specifies the requirements for designing tanks for the storage of liquefied ethane, ethylene, and methane at temperatures as low as 165 degrees Celsius, with an internal pressure of no more than 1 bar in each of these cases. This standard is still used for the design and construction of a large number of inner containers for LNG tanks.
API 625 – Using Concrete and Steel in the Same Project
API 625 was published in its first version in August 2010 and, along with API 620, appendices Q and R, and ACI 376, formed a comprehensive American code. API 625 is the equivalent to EN 14620 in the United States. It establishes the roles and duties of buyers and suppliers, as well as the areas in which both parties must come to terms. Also included are suggestions for selecting a storage concept on the basis of a risk assessment, examples of single, double, and complete containment tank systems, and a breakdown of the various criteria for each kind of storage system. A number of possible configurations of the three distinct kinds of tank system are shown, and in terms of information, they do not vary from the definitions provided in BS 7777 or EN 14620-1, respectively.
A chapter on design and performance requirements is included in API 625, as well as sections on insulation, hydrotests, pressure testing, purging, and cooling-down procedures. In this way, it covers the material of EN 14620 parts 1, 4, and 5 in its entirety. API 620 is used for the selection of materials, the design and calculations, the manufacturing, the building, the inspections, and the testing of metal containers. The appendix to be used, either Q or R, is determined by the temperature range and design temperature of the metal in question. The American Concrete Institute 376 standard is used for the selection of materials, the design and calculations, the fabrication, the building, and the testing of concrete tanks.
ACI 376 – American Concrete Institute Steel Tank
ACI 376 specifies the requirements for the design and construction of reinforced and prestressed concrete structures for the storage and retention of refrigerated and liquefied gases with operating temperatures ranging from -4 to 200 degrees Celsius, as well as for the storage and retention of liquefied gases. As a result, it also has oxygen and nitrogen storage tanks. Furthermore, it allows for the application of the regulations contained within it to the concrete foundations of double-wall steel tanks as well. The configuration of the tank wall, base slab, roof, and foundation are all included in the constructional specifications. The standard also governs a wide range of other issues, from the scope of the soil survey to the standards for construction to the procedures for commissioning and decommissioning. Tanks made of reinforced and prestressed concrete may be used for two main purposes: storage and transportation.
– The most commonly seen use for these containers is as secondary containers. The reason for this is that they protect the stored product from activities from the outside while also protecting the surrounding environment from mishaps that occur within the tank. Concrete tanks are also permitted to be used as main containers under the rules. ACI 376 defines the minimum requirements for concrete inner containers and provides specifics in section 6.2, while all other rules are extremely broad when it comes to concrete inner containers.
Both the definition of the scope of the standard and the substance of the standard do not make any suggestions about membrane tanks in this regard. When using a membrane tank, the inner container is comprised of a thin metal layer (membrane) that is not self-supporting and is supported by the concrete outer container via the use of insulation. In the spring of 2015, work started on a modification of the standard that would incorporate membrane tanks. It is feasible to use the criteria to build concrete tanks as main and secondary containers with extra considerations and calculations, as well as taking into account the hydrostatic pressure on the concrete wall as an operational condition. In addition, ACI 376 does not include any information on steel primary or secondary containers, which must be built in accordance with API 620.
Types of LNG Storage Tanks

Liquefied gas storage tanks are classified according to their kind and size according to a variety of standards and rules that vary in terms of when they were issued as well as the amount of information they provide. The two German standards, DIN EN 1473 and DIN EN 14620, are even diametrically opposed in terms of the language they use. This section will make use of either the terminology found in the British counterpart, BS EN 1473, or the terms found in API 625. BS EN 1473 is the British equivalent of API 625. From a practical standpoint, the term “containment tank system,” as used in API 625, seems to be the most suitable, since the many, but coordinated, components work together to form a cohesive system as a result of their interaction. According to the standards EEMUA, BS 7777, EN 1473, EN 14620-1, NFPA 59A, and API 625, containment tank systems may be classified as single, double, or complete containment tank systems. There is one additional tank type that is described in more depth in the European standards EN 1473 and EN 14620, and that is the membrane tank.
Until the 1970s, the only kind of tank that was constructed was the single-wall tank. It was the hazard scenarios resulting from abnormal actions such as failure of the inner tank, fire, blast pressure wave, and impact that inspired the subsequent further development of the various types of tanks or tank systems, and the associated requirements placed on the materials and construction details. Because of the dangers that a tank failure poses to the surrounding regions, it is essential to choose the appropriate kind of tank system.
It will be shown, using the failure of the inner container, the consequences of such a failure on the tank as a whole and its surroundings for three widely used tank systems. It will also be discussed how these three tank systems have evolved over time.
- System with a single containment tank
In the region (impounding basin) surrounded by the bund wall, the liquefied gas seeps out via the cracks. As specified in EN 14620-1, the distance between the main container and the bund wall may be as much as 20 meters. Thus, an expansive region enclosed by an earthen wall that is partially filled with LNG results. The evaporation of the LNG and the following pool fire (which is very probable) will have a significant impact on a huge portion of the plant. No safeguards can be put in place to keep the heat radiation from harming surrounding buildings and structures, as well as other components of the plant.
Double containment tank system
(Source: https://missrifka.com/energy/lng/lng-flat-bottom-storage-tank-type.html)
As a precaution, the main container is contained inside another wall in order to minimize the possible hazards.
Neither the main nor secondary containers may be more than 6 meters apart from one another. Due to this leakage, the liquefied gas is discharged into the secondary container, which must be much higher than the bund wall required for a single containment tank in order to handle the amount of liquid in a significantly smaller circular area. As a result, in the majority of designs, the main container is encircled by a concrete wall. As a consequence of this configuration, a much smaller area is inundated with liquefied gas and vapor. The concrete wall provides protection for the nearby installations. A pool fire is confined to a smaller area and has a tendency to develop vertically rather than horizontally. Reduced heat radiation affects adjacent structures and other components of the plant as a result of the reduction in radiation.
- A fully contained containment tank system
A little amount of liquefied gas seeps out into the secondary container, which must retain it while also preventing any liquid or vapor from escaping at the same time. In this scenario, it is impossible for a pool fire to start. The only way for gas vapor to escape is via the emergency relief valve. The ramifications for neighboring facilities are much less severe. The descriptions of the different tank systems that follow are based on EN 14620-1 and API 625 standards, respectively.
System with a single containment tank

(Source: https://missrifka.com/energy/lng/lng-flat-bottom-storage-tank-type.html)
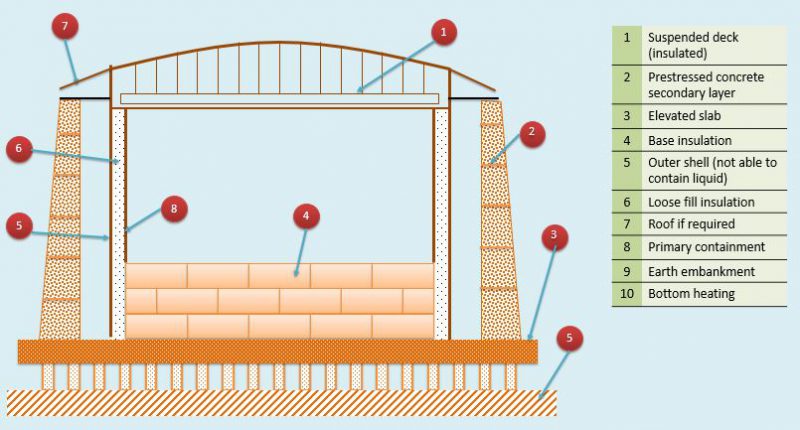
A single containment tank system is the term used to describe a container that is both liquid and vapor tight. It may be constructed as a single-wall construction that is both liquid- and vapor-tight, or as a mix of inner and exterior containers. Alternatively, the inner container is open at the top and liquid-tight in the latter instance. When an exterior container is utilized, it is primarily for the purpose of enclosing the insulation and preserving it from moisture, as well as accommodating the gas vapor overpressure. It is not intended or built to hold LNG that has leaked out of the tank. If there is just one containment tank, it must be encircled by some kind of safety barrier, often an earth embankment, in order to prevent the liquid from escaping uncontrollably into the surrounding area and causing damage.
The interior container of an EN 14620 container must be constructed of steel, while API 625 allows the use of prestressed concrete in some circumstances. If you’re using an exterior container, it’s usually constructed out of carbon steel to keep the elements out.
System with two separate containment tanks
Double containment tank systems are composed of a liquid- and vapor-tight main container that meets the criteria for a single containment tank system on its own but is housed inside a secondary container that meets the requirements for a double containment tank system (Fig. 4.2). It is designed to be open at the top in the case of a leak and must be capable of containing any liquefied gas that escapes. It is not intended to impede the escape of gas, on the other hand. No more than 6 m must be left between the main and secondary containers in order for them to function properly. Steel and prestressed concrete are both acceptable materials for both containers according to API 625.
System with a Complete Containment Tank
(Source: https://missrifka.com/energy/lng/lng-flat-bottom-storage-tank-type.html)
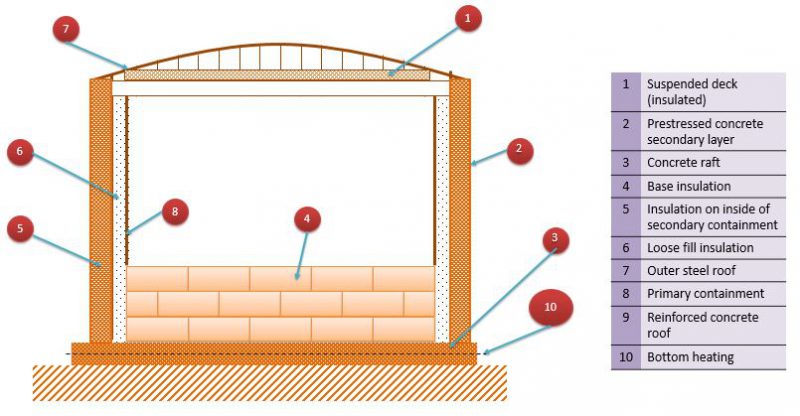
a full containment tank system is made up of main and secondary storage containers that work together to create an integrated and comprehensive storage system The main container is a cylindrical steel tank with a single shell that is self-supporting and self-contained. Alternatively, it may be open at the top, making it incapable of containing any vapors, or it can be constructed with a dome ceiling, which will prevent vapor from escaping in such instance.
In order to qualify, the secondary container must be a self-supporting tank constructed of steel or concrete with a dome roof. The secondary container, in the event that the main container is open at the top, must serve as the primary vapor containment for the tank during normal operation. It is necessary that the secondary container, in the event of a leak from the primary container, be capable of holding the liquefied gas and remaining liquid-tight while simultaneously serving as the primary vapor containment structure. It is permissible to use the pressure release system to vent in a controlled manner. It is stated in API 625 that “product losses owing to permeability of the concrete are allowed” in cases when the exterior container is constructed of concrete. Steel and prestressed concrete are both acceptable materials for both containers according to API 625. Normal functioning necessitates the presence of vapor-tightness. Fig. 4.3 depicts a variety of different design possibilities, one of which includes an interior tank made of prestressed concrete.
The standards EN 14620-3 (Annex B) and ACI 376 (Appendix A) define sliding, pinned, and fixed joints between a wall and a base slab and include illustrations of each kind of joint. In certain cases, sliding or pinned joints are used, although this is only feasible for small tanks running at less severe low temperatures and thus with less overpressure. The monolithic wall/base slab connection is the only feasible solution for LNG tanks due to the nature of the material.
Two constructional characteristics are required for the typical complete containment tank with a concrete outer container and solid monolithic connection between wall and base slab in order for the system to continue to operate successfully in the case of failure of the inner container. A temperature differential of about 100 K and temperature gradients of up to 200 degrees Celsius are experienced by the wall in such scenario. With the tank sizes that are frequently used, this temperature differential leads in a corresponding radial shortening of the wall of the tank of 4–5 cm, depending on the diameter. A failure of the concrete cross-section will result if no further precautions are taken at the wall/base slab junction if no more measures are implemented. One solution is to construct a transition zone at least 5 meters high at the base of the wall in order to minimize the contraction of the concrete wall to a level that is consistent with the surrounding environment. Practicably, this is accomplished by including an insulating layer between the base slab and the wall that contains a so-called secondary bottom composed of nickel steel (9 percent nickel content). This secondary bottom is positioned higher up the wall than the primary bottom. It is this portion, which is lined with insulation and steel plates, that is known as thermal corner protection (TCP). This feature protects the insulation while also assisting it in maintaining its thermal function, thus minimizing the impact of temperature on the cross-section of the concrete and smoothing the development of the deformation development. Despite the fact that experience has demonstrated that the risk of failure of a single containment tank (assuming it was constructed in accordance with regulations) is extremely low, such risks can be further reduced by introducing even stricter requirements regarding material selection, design, construction, inspection, and testing. However, for some hydrocarbon compounds, the consequences of a tank collapse are so severe that an even more advanced tank system is required to prevent them. The tank system should be selected with consideration for the site, the operational circumstances, and environmental requirements, among other considerations.
System with Membrane Tank

Only later was the membrane system used for above-ground LNG storage tanks on land, in a variety of projects that were very different from one another. The membrane system was originally developed for use on LNG tankers, and it was only later that it was used for above-ground LNG storage tanks on land. Operators have increased their demand for membrane tanks as an alternative to 9 percent nickel steel tanks in recent years, which has resulted in a significant increase in supply. There are a variety of factors contributing to this. The LNG business has long sought to decrease costs by substituting heavier nickel steel plates with thinner stainless-steel plates. This has been a long-standing goal. For engineers, the benefit of a membrane tank is that there are no restrictions on the thickness of tank wall plates when it comes to large-capacity tanks, and the tank has excellent seismic performance in the case of severe earthquake loads.
Before a few years ago, membrane tanks were only accessible from a few vendors, all of whom competed against one another for customers who wanted to purchase complete containment tanks. The membrane tank system, on the other hand, has subsequently been approved. Any contractor may now get a license, which implies that all vendors will be able to provide complete containment tanks as well as membrane tanks.
Membrane tank systems, as defined in EN 1473 and EN 14620-1, are comprised of a thin membrane (which serves as the main container), thermal insulation, and an exterior concrete secondary container, which when combined create a composite tank construction. According to the rules, an exterior container made of steel is not permitted.
The main container is made of a thin stainless-steel membrane that is both liquid and vapor tight and is only approximately 1.5 mm thick at the maximum. In addition, the membrane does not have any load-bearing properties. The plates are manufactured with corrugations that are 90 degrees to one another. Each prefabricated piece is fastened to the exterior container using screws or bolts. This configuration enables the membrane to deform freely under the influence of heat activities without causing stresses and strains to be generated in the membrane. The individual membrane segments are overlapped and welded together to form a single unit. A peripheral plate is used to secure the membrane to the concrete wall at the top of the wall.
To prevent any water vapor or water from the concrete from entering the insulation space, a continuous vapor barrier is connected to the inner face of the tank wall and the concrete foundation slab. This is done to keep the insulation area dry. Aside from that, the roof liner, which is made of plain carbon steel, the compression ring, and the membrane are all welded together to ensure that the tank as a whole is gas tight. This implies that both the membrane on the inside and the vapor barrier on the outside are sealed, resulting in a sealed insulation area on the inside and outside. The insulation area is continuously checked and purged with nitrogen to ensure that the insulation continues to operate properly and to limit the penetration of moisture or vapor.
A secondary membrane is supplied inside the insulation as an integrated secondary bottom in the foundation slab and the bottom portion of the wall; it is fastened about 5 m up the wall. In the case of membrane failure, it serves as an extra layer of protection for the rigid wall, shielding it from high constraint loads caused by thermal activities. A thermal protection system is the name given to this configuration (TPS). Prefabricated insulating pieces are used throughout the building.
Considering that the concrete exterior container is the sole load-bearing component of the whole system, it must be capable of withstanding the loads caused by liquid gas and vapor overpressure, as well as all external loads. Similarly, to a complete containment tank system, it is not subjected to any substantial heat stresses during normal operation. Even in the case of failure of the inner container, the concrete outer tank must maintain its liquid- and vapor-tightness by withstanding the pressure exerted by the liquid and the vapor.
Performance Requirements and Design
The design criteria specified in EN 14620-3 (concrete components) are very short, taking up just one page of the standard. Those criteria are concerned with defining the partial safety factors for abnormal activities and combinations of abnormal actions and combinations of abnormal actions. Safe shutdown earthquakes (SSE), explosion overpressure, external impact, and leaking from the inner container are examples of anomalous activities that may occur (liquid spill).
The design standards also address the liquid-tightness of the exterior container, which is another important consideration. There is a difference made between containers that have a liquid-tight steel liner or coating and those that do not. Assume for the sake of argument that LNG is escaping from the inner container and that the inside face of the concrete outer container in the area above the thermal corner protection (TCP) comes into direct contact with the cold liquid, which is at a temperature of 165 degrees Celsius.
The lack of partial safety factors or combination load factors on the loading side for normal operation and typical activities, as previously stated, is a deficiency of EN 14620, which must be remedied by the tank specification in question. Whenever an anomalous action occurs, a load case for that action is superimposed on the load cases resulting from permanent and variable actions.
A metallic or polymer liner should be used to guarantee that the exterior container is completely vapour- or gas-tight before sealing it. When building LNG tanks, this is often accomplished by connecting 5 mm thick standard carbon steel plates to the inside face of the concrete construction. The requirement for vapour-tightness is applicable during normal operation.
The criterion for liquid-tightness is applicable in the event of failure of the inner container. However, since a metallic liner made of standard carbon steel is incapable of withstanding cryogenic temperatures, the concrete cross-section must be used to guarantee liquid-tightness. In this instance, the standard only specifies a residual compression zone of 100 mm, which is much less severe than the requirements of all other similar standards.
Globally, an extra average compressive stress of 1 N/mm2 (145 psi) is required in the residual compression zone, resulting in a residual compressive stress of 2 N/mm2 at the extremities of the fibres. In the case of a liquid-tight liner or coating, which is an exemption, crack widths must be restricted in accordance with European Standard EN 1992-1-1, and it must be confirmed that the liner or coating can bridge over a gap equivalent to 120 percent of the necessary crack width
As far as the technical requirements for building structures are concerned, EN 14620-3 only mentions that vertical prestressing may be required. Due to the various plant technology required for liquefaction and regasification, the tank design pressure varies greatly depending on the location of the terminal (export vs receiving). Tank design pressures for export terminals are typically in the range of 100 mbarg, while tank design pressures for receiving terminals are typically in the range of 300 mbarg. Having a vertical prestress installed at the receiving terminal is required in order to comply with the requirements governing crack width limitations, depth of compression zone, and compressive stresses. The magnitude of the technical and economic advantages derived from the use of vertical prestressing for export terminals is dependent on the individual tank specifications being used.
To ensure that the prestressing tendons are protected from an external fire, EN 14620-3 advises that they be placed in the center of the cross-section of the structure. It is only possible to follow this advice to a certain degree. When both horizontal and vertical prestressing are used, the vertical prestress is applied at the center of the cross-section, and the horizontal prestress is applied outside of this, about at the third point of the cross-sectional area.
This design achieves an excellent balance between structural and fire criteria, and it is highly recommended. As an example, Fig. 5.1 depicts the temperature gradient in a concrete wall that has been exposed to 32 kW/m2 of radiant heat. Designers should adhere to the requirements of EN 1992-1-1 when it comes to concrete cover and the bare minimum of reinforcement.
Designing for Thermal Comfort
When a tank is in normal operation, this section on the thermal design of the tank describes how to calculate the boil-off rate of the tank. The boil-off rate is the percentage of chilled liquid that evaporates each day as a result of heat transfer from the exterior of the tank to the inside of the tank. This is one of, if not the most significant, criteria for determining whether or not a tank is suitable for its intended use.
In accordance with EN 14620-1, the tank must be built for a specific boil-off rate, which is not expressly required but must instead be selected by the tank owner. Large tanks often have a predetermined volume of 0.05 percent of the tank’s total capacity, with 0.05 percent being the most common number. For smaller tanks, the percentage falls between 0.07 and 0.08 percent of the total. It is possible to provide a value of 0.10 percent for locations located in tropical areas under rare circumstances. The Japan Gas Association’s publication, which is one of the few that includes a calculation of the boil-off rate, is one of the few exceptions. For the whole temperature range from 170 to +50 degrees Celsius, it contains the following technique of computation as well as information on thermal conductivity and heat transfer of insulating materials.
It is possible to compute the heat transfer per 24 hours for an idealized 12-hour day/12 hour night scenario by using steady-state temperature settings.
According to the tank specification, the starting temperature is assumed to be equal to the maximum ambient temperature specified by the tank owner. The design of the heating system determines the temperature of the foundation slab. When calculating during the day, it is necessary to account for the fact that the concrete surface is heated by solar radiation, the intensity of which varies depending on the latitude of the location and the level of local air pollution. In the computations, power density values ranging between 700 and 900 W/m2 are utilized. It is only a portion of this radiation that really contributes to heating the concrete surface; the remainder is reflected by the surface or radiated back from the surface into the environment.
When calculating the boil-off rate, the thermal transmittance U is first calculated for each of the individual external surfaces that have the same cross-sectional make-up as the other external surfaces. Assumed cylindrical surfaces in this calculation, and Eq. (1) with Ro > Rm > Ri is true for the tank walls in this calculation:
U = 2 ⋅ Π / [1 Ro⋅ ho + 1 λ ln (Ro Rm) + 1 λ ln (Rm Ri) + 1 Ri⋅ hi] (Eq.1)
Multiplying this by the associated height of the wall H and the temperature difference ΔT, we get the heat flow q in watts [W]:
q = {2 ⋅ Π / [∑ 1 λ ⋅ ln (Ro Ri) + 1 Ri⋅ hi]} ⋅ H ⋅ ΔT (Eq.2)
In the next step, you will compute the products of the separate heat fluxes, together with the length of the day or night phase, and then add them all together. This results in the amount of energy, measured in joules [J], that infiltrates the tank on a daily basis. The boil-off rate is calculated by comparing the energy stored in the LNG (volume x density x specific heat of evaporation) with the energy stored in the natural gas.
Hydrostatic and pneumatic tests are performed.
To ensure that the entire tank system, including inner and outer containers as well as foundations and base slabs, weld seams and liner, and possibly also anchorages and safety valves to prevent overpressure and partial vacuum, is tested under conditions that are greater than the normal operating conditions in hydrostatic and pneumatic tests before it is put into service. Hydrostatic (= liquid-tightness) tests are performed with water in the inner container, while pneumatic (= gas-tightness) tests are performed with the outer container exposed to overpressure and a partial vacuum in the outer container (negative pressure). Although the two tests may be performed individually, there are advantages to completing them simultaneously.
The level to which the inner container should be filled for the hydrostatic test is defined by EN 14620-5, and it varies depending on the kind of tank and the contained product. A difference is established between a tank that has been completely filled (full hydrotest, FH) and a tank that has been partially filled (partial hydrotest, PH).
The water is poured into the inner container until it reaches the maximum design liquid level, which is called a full hydrotest. Because various liquefied gases have varying densities, the factor of safety changes from one to the next in certain cases. Partially filled inner containers are used in the partial hydrotest, with the inner container being filled to a level that is 1.25 times the design liquid level and equal to the density of the liquefied gas. It takes 60 percent of the design liquid level (0.60 x 10.0 x 4.80 = 1.25 m3) to accomplish this for LNG with a density of 480 kg/m3. Prior to performing the hydrostatic test, it is necessary to build a pressure release device to protect against overpressure and partial vacuum. To determine the pressure head, the pressure that exists within the tank must be transferred to a column of water on the exterior of the tank, which represents the pressure head. It is simplest to accomplish this using a leveling instrument that is marked with a scale that represents the amount of pressure applied.
During the same time period, it is necessary to monitor and measure the deformations and settling of the inner and exterior containers. The European Standard EN 14620-5 specifies eight measurement locations on the outer surface of the tank, despite the fact that tank requirements often ask for many more. The distance between measurement points is limited to 10 meters according to ACI 376.
In order to avoid mistakes and simplify the testing process, the same number of points in similar locations should be utilized both inside and outside the test chamber. It is recommended that in double and full containment tank systems, measurement points be indicated on the inner tank shell as well, so that settling of the inner tank may be monitored at the same time as that of the outer tank in both cases.
The length of the filling process is determined by the availability of water and the condition of the water distribution network; occasionally water must be transported in by tankers to the site. Whenever multiple tanks are being constructed at the same time, it is preferable to carry out the hydrostatic tests in a sequential manner, reusing the water each time.
Although the settling of the tank must be measured when it is half full, three quarters full, and completely full, according to EN 14620-5, most tank standards require measurements at more frequent intervals.
Each filling step is followed by a measurement of settlement at the circumferential measuring sites on the inner container and the base slab of the outer container, respectively. A system of inclinometers installed in the foundation slab measures settlement in the tank’s center, with two inclinometers installed at 90 degrees to each other to provide redundancy. As a result of practical experience, it has been determined that it is critical to educate people in the proper use of inclinometers and to verify the measurements while the foundation slab is still accessible and can be verified with a levelling instrument.
Forecasts of settlement behavior during construction, hydrostatic and pneumatic testing, as well as the length of time the tank will be in service, are included in the design calculations for an LNG tank. Upper and lower limits are given for the features of each soil strata, as well as a range of values in between. It is necessary to do the settlement calculations with the upper and lower limitations in mind, and the settlement as measured should fall between these two boundaries.
The pneumatic tests are divided into two categories: overpressure testing and partial vacuum tests. During the overpressure test, a pressure equal to 1.25 times the tank design pressure is delivered to the tank. Prior to performing the test, it is necessary to install and adjust pressure relief valves to the desired pressure. It is necessary to maintain the test pressure for 30 minutes before reducing it to the tank design pressure. It is then necessary to adjust the safety valves to the tank design pressure.
The tank is pumped full of air to ensure that it is still functional. The partial vacuum test must be performed at a negative pressure equal to the design negative pressure, which is typically 5 mbar. There is no need for a minimum holding time. A partial vacuum may be created using a pump or by decreasing the water level, which is obviously the more straightforward approach. As soon as the design negative pressure is achieved, the safety valves are adjusted to this pressure and then checked to ensure they are functioning properly. The presence of a suitable quantity of water in the tank during the partial vacuum test will help to prevent the steel base or base insulation from being lifted off the floor and the thermal corner protection from being damaged.
Soil Survey, Soil Parameters, and Permissible Settlement
Section 7.1.9 of EN 14620-1 and appendix B.7 of EN 14620-3 provide information on the design of the foundation, as well as other relevant information. That information is not prescriptive; rather, it is intended to provide general guidance on topics such as determining differential and total settlement, as well as ensuring that all tank components are capable of accommodating such settlement. As a result, the tank specification specifies the maximum allowed settlement and maximum acceptable tilt values. In most cases, the values match to those in the now-withdrawn British Standard BS 7777-3, which are contained in section 10.3.5.2 of the American Concrete Institute’s 376. The commentary in the American standard reminds out that the allowed differential settlement between the edge and the center of the base slab, which represents the dishing of the base slab, was established in order to prevent damage to the cellular glass insulation (which is made of glass fiber).
The settlement limits specified in ACI 376 are as follows: – No limit is specified for the total settlement, provided that the pipework is designed to withstand such a total settlement. – No limit is specified for the total settlement, provided that the pipework is designed to withstand such a total settlement. Maximum allowable tilt: 1/500 – Maximum permissible differential settlement between the edge of the base slab and the centre of the tank: 1/300 – Maximum permissible differential settlement between the edge of the base slab and the centre of the tank: 1/300
It is prohibited to exceed the specified allowable tilt of a tank’s perimeter settlement, which is restricted to 1/500 of the tank’s total settlement.
The settling behavior of a tank must be monitored at different stages of its life, according to the European Standard EN 14620. While the change in loading over time during construction and hydrostatic testing may be anticipated rather precisely, it is not feasible to forecast the filling levels and, therefore, the loads during normal operation during normal operation. As a result, while dealing with soils whose behavior changes over time, it is necessary to provide for a suitably enough margin of safety. The type, scope, and specifics of soil surveys are not defined in the standard; instead, it refers to EN 1997-2, which specifies the criteria for soil surveys.
As a full chapter, ACI 376 is devoted to foundations, and it specifies criteria for soil surveys, ground improvement methods, shallow and deep foundations, monitoring and checking, and testing. Even though some of the criteria are the same as those used for standard engineering work, establishing and describing the values makes conversations with tank owners or their representatives much easier.
The foundation of a liquefied gas tank is critical to the tank’s ability to function properly. As a result, the settlement is subject to very strict time constraints. In Section 10.2.2 of ACI 376, a soil survey is described, along with the number, position, and depth of boreholes, as well as the use of cone penetration tests (CPT) and standard penetration tests (SPT) (SPT). The number varies depending on the size of the tank’s footprint. In order to reach a diameter of 100 feet (30.5 meters), four boreholes are needed, one in the center and three spaced out along each side of it. Each extra 10 000 ft2 of floor space necessitates the drilling of another borehole (929 m2).
Boreholes and CPTs should be spaced equally throughout the tank footprint to provide proper drainage. One borehole containing SPT and CPT should be placed in the center of the tank, and the other two boreholes should be situated at radii of 0.6 R0 and 1.0 R0, respectively. The angle formed by the boreholes and CPTs around the perimeter should not be more than 45 degrees. It is preferable for those in the inner circle to be positioned at an angle to their neighbours along the periphery. It may be possible to decrease the number of boreholes, SPTs, and CPTs in situations where soil survey reports are already available or if the findings of further surveys allow for precise forecasts.
The depth of each borehole should not be less than the radius of the circle, which in this instance is 45 m in this example. It is recommended that the SPT number (number of blows) be calculated every 1.0 m in the boreholes. It is also necessary to drill nine CPTs in addition to the nine boreholes for the 90 m diameter foundation. They should be between 30 and 45 meters deep.
To complement all of these on-the-ground studies, it is recommended that laboratory testing be performed as well. It is critical to monitor settlement behavior throughout construction, as well as hydrostatic and pneumatic testing, and to compare the results to the anticipated values as soon as possible. A level reference point is established by casting stainless steel studs along one of the base slab’s edges, and two inclinometers, placed at 90 degrees to one another in the base slab, provide the necessary accuracy. It is not essential to use inclinometers if the differential settlement is anticipated to be less than 30 mm. If the settlement measured during construction and the hydrostatic test do not correspond with the projections, the reasons for this must be identified and, if at all feasible, preventative actions taken to avoid damage to the tank implemented. To assess the subsurface conditions and, in particular, its vulnerability to soil liquefaction, further studies and investigations are required to be carried out.
LNG Storage Tank Construction

Prisma membrane tanks have been used in the construction of huge LNG carriers for many decades. Because of its popularity, this design is currently the most often used LNG containment system for volumes more than 100,000m3. Because of the high degree of complexity required during onsite manufacturing, as well as the sophisticated cargo handling system, the design’s usefulness as an LNG fuel tank has been severely limited.
Alternatively, vacuum insulated tanks have proved to be the most effective solution for gas-powered boats. Vacuum insulation is the most effective insulation method available today and is expected to continue to be so in the future. It is necessary to maintain a vacuum in the annular space between the two inner and outer tanks in order to reduce convective heat transfer. In addition, an absorptive material is used to fill the annular gap, which helps to reduce heat transfer caused by radiation. With very low boil-off rates, it is possible to easily maintain the tank pressure below the opening pressure of the safety valves even for relatively small storage volumes. Because of this, vacuum-insulated tanks will continue to be the preferred choice for small LNG storage tanks under 240 cubic meters in volume.
Austenitic steel pressure tanks of the IGC Code Type-C design have been the main storage technique for transporting various liquid hydrocarbons at low temperatures for many decades. Insulation for the pressure vessel was first provided by polystyrene panels connected to the vessel’s outer surface. Polyurethane foam (PUR) sprayed directly on the surface is the most widely used insulation method today since it reduces labor expenses during panel installation on the outside surface. As a result of foam spraying, an even, homogenous surface with no boundary layers or possible sources of subsurface fracture initiation and propagation mechanisms is produced. Furthermore, the lower heat conductivity of PUR insulation allows for a somewhat longer holding time when using the same insulation thickness as with conventional insulation. A common misconception is that insulation is fragile and sensitive, and that it must be protected from the weather with a steel cover. This is not the case. Instead, a fire-resistant coating is applied to the insulation, resulting in an external surface that is both hard and durable.
LNG Storage Tank Costs

The following are the parameters of the estimation:
- Construction costs for the primary and secondary LNG terminals (which are not included in port development).
- Construction costs for a maximum 32.5 km natural gas transmission pipeline from the closest port; ISO containers for railway freight services and truck transports.
- LNG satellite storage facilities are among the items on the list.
In the estimate, the following items are not taken into consideration:
- Costs associated with land acquisition; secondary transit for SSLNG tankers
- Investment in port development, such as water canals, water brakes, and other infrastructure
- Natural gas transmission and distribution pipes that are more than 32.5 kilometers from the closest port; railroad tracks and other infrastructure, as well as road and bridge improvements or enforcement expenses
- Expenses associated with trailers, such as interest rates
The unit costs of investment estimate were derived from real-world Japanese examples of similar projects. Unit costs were gathered for the main LNG-receiving terminal, the secondary LNG-receiving terminal, the satellite, and other related projects. When compared to the cost of large-scale LNG tankers, the investment cost for SSLNG carriers is greater per ton transported. Its main LNG terminal in Japan, operated by Sendai City Gas, has a capacity of 80 thousand kiloliters (kl), which is comparable to the size of the country’s typical secondary LNG facilities. The port is served by an ocean tanker with a capacity of 18,800 m3 (about 8,200 tons) that can make a maximum of 20 x roughly 5,200 km voyages per year between Malaysia and Japan. LNG ocean tankers employed by Japanese utility firms are typically in the range of 60,000–90,000 tons in capacity, according to the company. A coastal tanker servicing a secondary terminal has a unit cost of $15,000 per metric ton of cargo, while an ocean tanker serving an important main terminal cost US$6,000 per metric ton of cargo. The unit cost of a tiny tanker is much greater than that of a large tanker. An onshore LNG terminal may cost up to JPY100 billion, while FSRUs could cost up to JPY30 billion for a new construction and JPY8 billion for a remodeled used ship, according to the Japan Energy Research Institute. The primary and secondary terminals are physically identical; however, the size of the terminals differs. A pipeline’s construction cost varies significantly depending on the nation in question. Because the job of pipeline development is very labor-intensive, the cost has a significant geographical component to it. Civil engineering accounts about half of the whole cost, with a significant proportion of the total cost devoted to labor. The price of the pipeline itself does not differ much across nations. The cost of acquiring right-of-way for pipeline construction through eminent domain is also high. Land clearing is often carried out by the state and local governments, but contractors may be required to do it at their own expense on occasion. If the project is supported by government development aid, the municipalities are responsible for clearing the land for the development.
Recent developments in the insulation of LNG tanks

Several individuals believe that installing PUR insulated tanks will need a considerable increase in installation area. A thickness of 300-350 mm of insulation, on the other hand, is typically sufficient. The annular spacing of vacuum insulated LNG storage tanks is usually 250-300 mm, despite the fact that they have decreased heat conductivity. It is the need to put interconnecting pipes in the annular area, rather than the requirements for insulation, that is the main constraint on design. In locations where fast LNG bunkering time is needed, big bunkering pipelines may result in an even greater annular area than is already there.
Because pipes placed in the annular region are almost impossible to inspect and can only be repaired by cutting through the outer tank, the pipe design is subjected to intense technical examination, which includes pipe stress and fatigue analysis using finite element modeling and computer simulation (FEM). In this case, the inner tank’s movement and interaction with the outer tank are utilized as boundary conditions for the FEM calculations since the inner tank is suspended inside the outer tank. In a similar vein, local stresses are investigated for both the inside and exterior of the tank, where pipe forces have an impact on tank design.
A high degree of knowledge, as well as a large number of engineering hours, is required for each field before the design can be completed successfully. The design is subsequently submitted to the appropriate classification society for review and approval. Steel plates and cast-iron castings, for example, may be ordered after obtaining permission from the appropriate authority. In order to maintain a high degree of technical complexity, it is necessary to increase the number of engineering hours and, as a consequence, the cost of the project.
In principle, a vacuum insulated tank is made up of two pressure vessels, one of which is put inside the other and a vacuum is applied in the annular space between the two vessels. The inner tank is designed to withstand both the internal pressure and the vacuum created in the circular area, which results in an additional 1 bar of pressure. The outside tank just has to be strong enough to withstand the suction force of the vacuum or the buckling force. When it comes to internal pressure, internal vacuum is more difficult for a cylinder to withstand. This has resulted in the outer tank plate having a thickness that is similar to that of the inner tank plate. Comparing the removal of the outside tank and the use of PUR insulation to a vacuum-insulated tank design, it is estimated that the weight of the LNG storage system will be reduced by about 40%.
For the same reason, single shell tank saddles are less difficult to construct and may even be incorporated into the ship’s hull. It is practicable because, in any damage scenario, the saddles will not come into contact with cryogenic LNG, which will prevent them from becoming brittle and causing them to break. As a consequence, carbon steel saddles may be used instead of stainless steel in the construction of the saddles. It is possible to reduce engineering effort while saving a considerable amount of material with this simple single shell mechanical design. These cost savings may be passed straight on to the end user, resulting in a decrease in the overall cost of the LNG storage system.
LNG Tank Life Prolonging.

When heat penetrates into the tank, LNG evaporates, causing the tank pressure to steadily increase. Because of the classification society’s need for a minimum holding time of 15 days, the minimum insulation requirements for an LNG storage tank are controlled by this requirement. As the pressure increases from ambient to ten bar, the equilibrium curve of methane vapor and liquid phases is depicted in figure 1. (g). Deep well pumps, which will be described in more detail later in this article, may be utilized to supply gas feed pressure to clients in single shell storage tanks. Consequently, the pressure and temperature in the tank may be maintained at the original LNG bunkering temperature without any modifications. For a pressure increase from atmospheric pressure to five bar, a rise in LNG temperature of 27°C would be required. When using medium-speed engines, sufficient engine feed gas pressure is often achieved by pressurizing the LNG tank to about 5 bar(g), evaporating a small quantity of LNG, and returning the vaporized gas to the tank. As a result, the operational pressure of 5 bar is used as a starting point for the pressure increase process (g). At higher pressures, the liquid absorbs much less heat as a result of the exponential nature of the equilibrium curve. Pressure rises from 5 bar(g) to the maximum allowed pressure (10 bar(g)), yet the net temperature rise is only 12,5°C, which is less than half the amount of energy that may be absorbed at the highest-pressure range. This has resulted in the lower pressure range being the most significant, somewhat compensating for the weaker insulating properties of PUR-insulated tanks.
The use of gas by engines and boilers to control the boil-off gas generated by gas-powered boats is also permitted under the regulations for such vessels (BOG). Because the BOG’s consumers must be available at all times, electricity for the propulsion system cannot be classified as a gas consumer for the purposes of this definition. However, if gas can be collected directly from the LNG tank’s gas phase utilizing dual-fuel auxiliary engines or a generator connected to a main engine power take-off, electricity for the hotel load may be added (PTO). In addition to decreasing tank pressure, removing BOG from the gas phase also decreases the holding time.
The advantages of using Type-C tanks are immediately apparent in this situation. Because the tanks are pressure vessels, the BOG may be delivered directly to the auxiliary engines, eliminating the need for compressors and allowing for more efficient operation.
Although a rectangular or prismatic tank is the most efficient in terms of space use, it is not capable of withstanding internal pressure without the inclusion of stiffeners and other structural components, which add considerable weight and manufacturing effort to the tank’s construction. As a consequence, a BOG re-liquefaction system must be constructed in order to maintain proper tank pressure levels. In addition to substantially increasing investment costs, the re-liquefaction mechanism severely restricts the system’s usefulness as a storage facility for gas-powered boats. However, for LNG carriers, economies of scale reduce the cost of the auxiliary system per cubic meter of cargo carried, making prismatic tanks economically feasible for capacities greater than 10,000 m3. New designs and concepts are being explored, and the first contracts for small-scale LNG carriers have been awarded.
References:
- https://toaz.info/doc-viewer#google_vignette
- https://www.petroskills.com/blog/entry/00_totm/may21-lng-containment-tanks#.YWT3jhpBzIU
- https://www.matrixpdm.com/an-introduction-to-lng-storage-systems
- http://www.gainnprojects.eu/wp-content/uploads/2016/01/3.2.-The-LNG-Storage-Business-and-Associated-Costs-A%CC%81ngel-Rojo-ENAGA%CC%81S.pdf
- https://www.eria.org/ERIA_RPR_FY2016_7b_Chapter_6.pdf
what is lng storage tank
is a specialized type of storage tank used for the storage of Liquefied Natural Gas. LNG storage tanks can be found in ground, above ground or in LNG carriers. The common characteristic of LNG Storage tanks is the ability to store LNG at the very low temperature of -162 °C (-260 °F). LNG storage tanks have double containers, where the inner contains LNG and the outer container contains insulation materials. The most common tank type is the full containment tank Tanks vary greatly in size, depending on usage