Reclamation & Regeneration (1)")
Overview – PUREMEG Monoethylene glycol (MEG) reclamation and regeneration system
-
Minimize MEG deterioration and losses and reduce operating and environmental costs
Monoethylene glycol (MEG) reclamation is one of the most commonly used reagents for hydrate inhibition in production pipelines. It is recovered and reinjected to minimize the operating and environmental costs associated with MEG replacement and disposal.
PUREMEG MEG reclamation and regeneration systems not only regenerate the MEG by boiling off the pipeline water, they also remove salts and other solids to achieve the required outlet glycol purity. Dissolved salts in formation water, pipeline production chemicals, and pipe scale all have the potential to scale or foul both subsea and topside processing equipment. This MEG recovery system is an essential component of pipeline flow assurance.
-

PUREMEG Monoethylene glycol (MEG) reclamation and regeneration system Improve operational efficiency, increase plant availability, and maintain asset integrity

In addition to our reclamation technology, we provide everything from customized site support contracts covering training, installation, commissioning, and startup to long-term operational assistance, data acquisition, conditional monitoring, and predictive maintenance services.
-
Advantages
- The system provides effective and proven salt removal.
- Low solids levels in the recycle loop protect the most expensive and vulnerable parts of the system from abrasion, erosion, and fouling, which reduces maintenance and increases plant availability.
- Low solids levels in the recycle loop protect the most expensive and vulnerable parts of the system from abrasion, erosion, and fouling, which reduces maintenance and increases plant availability.
- The technology significantly reduces Monoethylene glycol (MEG) reclamation losses and produces a wastestream suitable for marine disposal by separating salt from brine.
- Solids removal is achieved without the use of centrifuges, unlike other systems on the market. This avoids use of expensive, high-maintenance equipment and prevents oxygen contamination of the Monoethylene glycol (MEG) reclamation. Oxygen is a main contributor to MEG degradation and material corrosion within reclamation systems, affecting both opex and the life of the plant.
- The MEG reboiler is designed to avoid hydrocarbon foaming and the fouling of packing associated with conventional systems.
- The proprietary divalent salt removal system is capable of handling a diverse range of water chemistries, solids loadings, and particle-size distributions.
- The dedicated reaction vessel optimizes crystal growth in the precipitation of divalent salts. Crystal size and shape directly influence the performance of downstream separation and drying processes.
- A wash step is included as part of the divalent salt removal system, enabling MEG recovery and reducing opex; the salt discharge can be dried for easier handling and disposal.

Monoethylene Glycol (MEG) Reclamation & Regeneration

Application of PUREMEG Monoethylene glycol (MEG) reclamation and regeneration system
Five-step process to regenerate MEG and remove salts
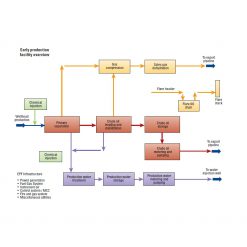
The PUREMEG system is configured with either a full-stream or slipstream process. Full stream both regenerates and removes salts from the rich MEG feed. Slipstream has full-feed MEG regeneration, with a portion of the lean of Monoethylene glycol (MEG) reclamation. Our experts can advise you which option best suits your process requirements. In either case, the process comprises five steps: pretreatment, MEG regeneration, flash separation, salt management, and divalent salt removal.
1) Pretreatment
In the pretreatment stage, the rich MEG—containing some dissolved gas and hydrocarbon liquids—is heated and passed through a three-phase separator vessel. The gas is flashed to flare and liquid hydrocarbons are sent to the condensate recovery system. The treated MEG is sent either to storage or the downstream process.
2) MEG regeneration
MEG regeneration is conducted in a reflux distillation column. For a slipstream process, the column operates off the low-pressure flare backpressure and is provided with a pump-around heating loop. For a full-stream system, the distillation column operates under vacuum conditions.
The lean MEG produced at the bottom of the column is pumped to storage for reuse. For the slipstream service, a portion of the lean MEG is sent for reclamation. The vaporized water passes overhead where it is condensed and collected in the reflux drum. A portion of the water is returned to the distillation column to provide reflux while the remainder is routed to water treatment. Residual hydrocarbons in the system are generally associated with this produced water stream, and we provide a wide range of water treatment systems capable of meeting local environmental legislation for discharge.
3) Flash separation (reclaimer)
In the flash separator, the rich MEG stream (full-stream reclamation) or lean MEG stream (slipstream reclamation), consisting of water and MEG with dissolved salts, is brought into contact with a hot recycled stream of concentrated MEG. The flash separator operates under vacuum conditions to maintain process temperatures below the degradation temperature of MEG. The feed MEG and water are vaporized and exit through the top of the flash separator. These vapors either pass to the MEG distillation column for regeneration (full-stream service) or are condensed and sent to lean MEG storage (slipstream service). The monovalent salt components, primarily sodium chloride, precipitate in the flash separator. They fall via gravity through a column of brine and are collected in the brine-filled salt tank.
4) Salt management
The salt tank serves two primary functions. The first is to condition the salt levels for optimal performance of the salt separation process. The second is to provide a surplus of salt for converting freshwater makeup to saturated brine. Salt is removed from the brine by a hydrocyclone to produce a slurry suitable for a landfill or for redissolving for marine disposal.
5) Divalent salt removal
Divalent salts (typically calcium, magnesium, and iron but also barium and strontium) cannot be precipitated out in the flash separator. Instead they accumulate in the process, which has an impact on system operability. For a slipstream process, the salts are often a cause of scaling within the reboiler. Removing the salts by MEG blowdown can be cost-prohibitive once disposal and replenishment costs are considered.
The divalent salt removal system precipitates out the salts by chemical reaction to form insoluble salts. Crystal size and shape directly influence the performance of the downstream filter. A dedicated reactor vessel is provided to control the temperature, time, and concentration for optimal crystal growth and morphology. Both sodium carbonate and sodium hydroxide are used for the chemical reaction to account for variations in feed conditions. The crystals, together with any other solids such as pipe scale and sand, are removed by filtration. Typically a dynamic crossflow filter is used for this service because of its tolerance for a wide range of particle sizes and distribution. The filter produces a clean MEG stream, which is returned to the process, and a concentrated slurry or cake, which is washed to recover any residual MEG. The produced slurry or cake can be further dried to provide a waste product that is easy to store and handle.

Project Reference
Brochure
Download